دنیای جوشکاری
دنیایی از مطالب جوشکاری و بازرسی فنیدنیای جوشکاری
دنیایی از مطالب جوشکاری و بازرسی فنیدانلود رایگان استاندارد AWS D1.1 ویرایش سال 2015
باز هم افتخاری دیگر نصیب ما شد تا جدیدترین ویرایش استاندارد AWS D1.1 که در سال 2015 منتشر شده است را به صورت رایگان در اختیار شما عزیزان قرار دهیم. تغییرات در این ویرایش نسبت به ویرایش 2010 تقریبا زیاد هست و عزیزانی که با این استاندارد کار می کنند حتما جدولی که در ابتدای استاندارد اومده و تغییرات از ویرایش 2010 به ویرایش 2015 رو ذکر کرده، مرور کنند. همچنین جدول معروف 6.1 که مربوط به تست های VT،PT و MT هست یک تغییر عمده ای کرده و ستون Tublar کلا برداشته شده و در جدول دیگری آمده است.


- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
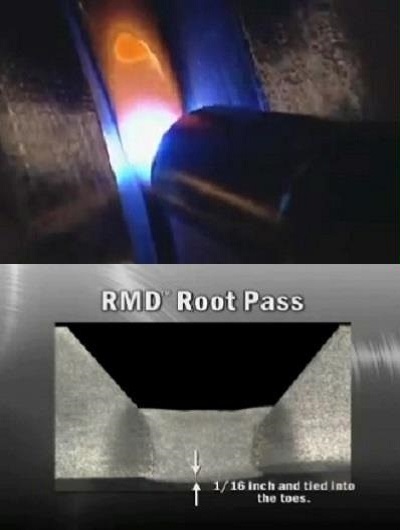
دانلود فیلم استفاده از تکنیک RMD برای جوشکاری پاس ریشه لوله از جنس فولاد زنگ نزن
همانطور که در بخش قبل توضیح داده شد تکنیک RMD برای افزایش کیفیت و بهره وری جوشکاری پاس ریشه لوله ها توسط شرکت میلر الکتریک ابداع شده است. در این بخش نیز فیلمی با این عنوان برای شما آماده شده است که در آن نحوه استفاده از این تکنیک برای جوشکاری پاس ریشه لوله ای از جنس فولاد زنگ نزن را مشاهده خواهید کرد.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
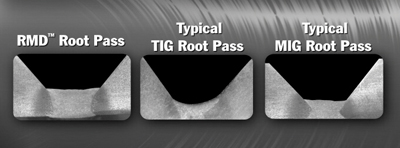
دانلود فیلم استفاده از تکنیک RMD برای جوشکاری پاس ریشه لوله از جنس فولاد کربنی
تکنیک RMD توسط شرکت میلر الکتریک (MILLER) ابداع شده است و در توضیحاتی که در سایت این شر کت داده شده است تکنیک Regulated Metal Deposition که به اختصار RMD نامیده می شود روش اصلاح شده ی تکنیک اتصال کوتاه در جوشکاری MIG است که باعث افزایش کیفیت جوش و بهره وری پاس ریشه لوله های جوشکاری شده می شود.
- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فایل دستورالعمل جامع بازرسی و کنترل کیفی (QC-Plan)
هدف از تدوین و اجرای این دستورالعمل ارائه برنامه ای شفاف و جامع از سیستم بازرسی و کنترل کیفی در فرآیند ساخت و تولید محصولات جوشکاری بر اساس سیستم مدیریت الزامات کیفیتی جوشکاری مطابق با استاندارد ISIRI/ISO 3834 می باشد بطوریکه الزامات بندهای 3-5، 10، 14 و 17 استاندارد مذکور را برآورده نماید. تدوین و اجرای این دستورالعمل برای کلیه سازه های جوشکاری ساخته شده با مسئولیت شرکت ضروری می باشد.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود کتاب Joining of Materials and Structures (اتصال مواد و سازه ها)
کتاب Joining of Materials and Structures (اتصال مواد و سازه ها) اولین و تنها مرجع کامل و پرفروشی است که روش های متعارف و نامتعارف اتصال مواد و سازه ها در آن ذکر شده است. اتصال به وسیله اتصال دهنده های مکانیکی، چسب، جوشکاری، لحیم کاری سخت، لحیم کاری نرم، پاشش حرارتی و فرآیندهای هیبریدی به عنوان فرآیند و تکنولوِژی خطاب شده و برای اتصال موادی چون فلزات، سرامیک ها (از جمله سیمان و بتن)، شیشه ها، پلاستیک ها، کامپوزیت ها و ... ذکر شده اند. زمانی که تمرکز بر روی اتصال مواد می باشد مسائلی چون طرح اتصال، فرآیند تولید، تضمین کیفیت و هزینه اقتصادی نادیده گرفته می شود.به وسیله مطالعه و ارجاع دادن به این کتاب مرجع، راه حل مشکلات سر راه اتصال قطعات با یک نگاه به دست خواهد آمد.
- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود تصاویر فوق العاده زیبا از فرآیند جوشکاری تیگ TIG
در این بخش فایلی آماده کرده ایم که متمایز از سایر فایل هایی ست که در وبلاگ قرار داده شده است. اکثر شما عزیزان با فرآیند جوشکاری تیگ TIG آشنایی کامل دارید و می دانید که ظرافت و ظاهر زیبا از مشخصه های این فرآیند است. در فایلی که برای شما قرار داده ایم در حدود 400 تصویر از فرآیند جوشکاری تیگ و قطعاتی که با این فرآیند جوشکاری شده اند وجود دارد که بلاشک شما عزیزان از تماشای این تصاویر لذت خواهید برد.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
Effects of a paraxial TIG arc on high-power fiber laser welding
Abstract:
In this study, the effects of a paraxial tungsten-inert gas (TIG) arc on the high-power fiber laser welding process were investigated by measuring plume behavior, plume temperature, weld depth, and the particles in the plume. The experimental results indicated that when DLA (i.e. the distance between the laser beam and arc) was less than 8 mm, the slender plume similar to the shape of the focused laser beam was eliminated, and the weld depth was increased by around 20%. Moreover, both the vertical and horizontal temperatures of the hybrid welding plasma were much higher than that of the plume. In addition, in the space near the laser beam, the size and density of the particles were significantly reduced. Further analysis indicated that the paraxial TIG arc could eliminate the slender plume by reducing the density and size of particles in the plume during high-power fiber laser-arc hybrid welding; therefore, it can reduce the negative effects of the plume on the welding process while improving laser energy utilization and the weld depth.
- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
اثر متغیرهای جوشکاری میکروپلاسما بر ریزساختار، ویژگی های مکانیکی و مقاومت الکتریکی آلیاژ حرارتی 80Ni-20Cr
چکیده:
در این پژوهش، اثر متغیرهای جوشکاری (شدت جریان، جوشکاری پالسی و غیرپالسی) بر ریزساختار، ویژگی های مکانیکی (کشش و سختی) و مقاومت الکتریکی آلیاژ 80Ni-20Cr بررسی شده است. برای این منظور، مفتول هایی به قطر 2 میلی متر تهیه و در شرایط گوناگون مورد جوشکاری قرار گرفتند. سپس نمونه هایی جهت بررسی متالوگرافی نوری، SEM، آزمون کشش، سختی و مقاومت الکتریکی تهیه شدند. نتایج آزمون متالوگرافی نوری و SEM نشان دادند که ریزساختار انجمادی تمامی نمونه ها از دانه های کروی هم محور تشکیل شده بودند که با افزایش شدت جریان جوشکاری میانگین قطر دانه ها و اندازه میانگین کاربیدهای Cr23C6 و TiC در هر دو شرایط جوشکاری غیرپالسی و پالسی افزایش یافتند. افزون بر این، بررسی های متالوگرافی نشان دادند که مرز ذوب تمامی نمونه ها از سه ناحیه انجمادی صفحه ای، سلولی و دندریتی تشکیل شده است که عرض این ناحیه ها با افزایش شدت جریان جوشکاری افزایش یافتند. منطقه HAZ نیز در تمام نمونه ها از دو ناحیه دانه درشت و دانه ریز تشکیل شده بود که با افزایش شدت جریان جوشکاری میانگین اندازه قطر دانه ها در هر دو شرایط جوشکاری غیرپالسی و پالسی افزایش یافتند. نتایج آزمون کشش و سختی نشان دادند که با افزایش شدت جریان جوشکاری در هر دو شرایط جوشکاری غیرپالسی و پالسی، استحکام کششی و سختی اتصال کاهش می یابند. در مقابل، در یک شدت جریان جوشکاری ثابت، جوشکاری پالسی باعث افزایش استحکام کششی و سختی اتصال نسبت به جوشکاری غیرپالسی گردید. نتایج آزمون مقاومت الکتریکی نیز نشان داد که مقاومت الکتریکی تمام نمونه ها تابعی از میانگین قطر دانه ها و وضعیت رسوب کاربیدها در ریزساختار می باشد و مناسب ترین (کمترین) مقاومت الکتریکی در شرایط جوشکاری با شدت جریان 10 آمپر به صورت پالسی به دست آمد.
نویسندگان: حامد ثابت، بهزاد بهنام و محمدرضا شادی
- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود 3 فیلم از فرآیند جوشکاری الکترواسلگ (ESW)
فرآیند جوشکاری الکترواسلگ (Electroslag Welding or ESW) به عنوان روشی جهت اتصال مقاطع ضخیم (بالای 15 میلیمتر) در موقعیت عمود یا نزدیک به عمود به صورت جوش سربالا شناخته می شود و جوشکاری مقاطع غیر قابل دسترسی که با فرآیندهای جوشکاری قوسی معمولی امکان پذیر نمی باشد را فراهم می نماید.در تقسیم بندی فرآیندهای جوشکاری نیز این فرآیند جزو روش های ذوبی محسوب می شود.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود رایگان استاندارد ASME Sec IX ویرایش سال 2015
همانطور که اطلاع دارید از این به بعد استانداردهای ASME هر دو سال یکبار منتشر می شود. با جستجو در بخش استانداردهای وبلاگ دنیای جوشکاری می توانید ویرایش سال 2013 این استاندارد را دانلود کنید. در این بخش نیز یکی از استانداردهای ASME را که در سال 2015 منتشر شده است به صورت رایگان جهت دانلود خدمت شما آماده کرده ایم. جلد نهم استاندارد ASME که با عنوان Welding, Brazing, and Fusing Qualifications شناخته می شود را از لینک زیر تصویر دانلود کنید.
- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.