دنیای جوشکاری
دنیایی از مطالب جوشکاری و بازرسی فنیدنیای جوشکاری
دنیایی از مطالب جوشکاری و بازرسی فنیدانلود یک فیلم فوق العاده عالی در رابطه با تست غیر مخرب آلتراسونیک (UT)
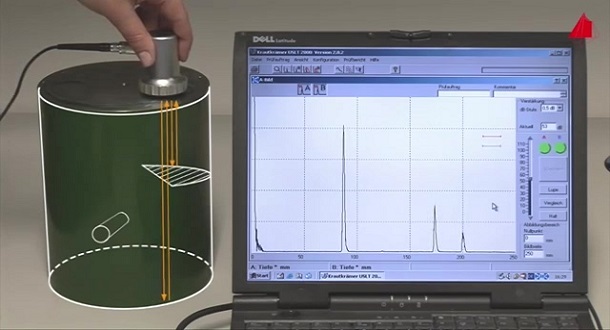
در این بخش فیلمی فوق العاده عالی در رابطه با تست غیر مخرب آلتراسونیک (UT) برای شما عزیزان آماده کرده ایم. در این فیلم که مدت زمان آن 8 دقیقه می باشد ابتدا مطالبی در رابطه با امواج مافوق صوت و پایه و اساس تست آلتراسونیک به صورت انیمیشن نمایش داده می شود و سپس با توضیحاتی شما را با نحوه عیب یابی با پروب های نرمال و زاویه ای آشنا می کند. به شما عزیزان توصیه می شود که حتما این فیلم را دانلود کرده و از مشاهده آن نهایت استفاده را داشته باشید.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم آشنایی با جوشکاری مقاومتی و فرآیندهای آن (Resistance Welding)
در جوشکاری مقاومتی قطعات به صورت لب روی هم (Over Lap) بین دو الکترود مسی تحت فشار قرار می گیرند. در اثر عبور جریان از قطعات و ایجاد حرارت مقاومتی در فصل مشترک آنها، درجه حرارت افزایش یافته و به نزدیکی دمای ذوب می رسد. این فرآیند عموما جهت ورق های فلزی تا ضخامت 3mm به کار می رود و نیازی به گاز محافظ، فلاکس و سیم جوش ندارد. سه فرآیند اصلی جوشکاری مقاومتی عبارتند از:
1) جوشکاری مقاومتی نقطه ای (Resistance Spot Welding or RSW)
2) جوشکاری مقاومتی غلطکی (Resistance Seam Welding or RSEW)
3) جوشکاری مقاومتی پیش طرحی (Projection Welding or PW)

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم کوتاه از انجام جوشکاری زائده ای (Stud Welding or SW)
بطور کلی اتصال زائده فلزی را به سطح قطعه کار جوشکاری زائده ای می گویند. در این روش انتهای زائده و سطح قطعه کار در اثر حرارت ناشی از قوس الکتریکی ایجاد شده بین آنها به صورت موضعی ذوب و در لحظه معینی، قوس قطع می شود و زائده در اثر فشار وارد بر آن به حوضچه جوش در روی سطح کار فرو رفته و پس از انجماد، عمل اتصال انجام می گیرد.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم آموزشی تست آلتراسونیک (UT) با پروب زاویه ای به زبان انگلیسی
در تست غیر مخرب آلتراسونیک یا فراصوت (UT) از پروب های زاویه ای برای فرستادن موج عرضی به درون قطعه استفاده می شود. در موج صوتی عرضی (Shear Wave) جهت انتشار و ارتعاش موج بر هم عمود هستند. این موج فقط در جامدات قابلیت انتشار دارد و سرعت انتشار آن نیز تقریبا نصف موج طولی است. این نوع پروب برای شناسایی ناپیوستگی هایی که نسبت به سطح قطعه مایل باشند و همچنین برای تست سطوحی که امکان اسکن آنها با پروب نرمال وجود ندارد (مانند تست جوش) استفاده می شود.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم نکات تکنیکی در جوشکاری اتصالات لب به لب و لب روی هم با فرآیند تیگ (TIG)
اتصالات لب به لب (Butt Joint) و لب روی هم (Lap Joint) از پر کاربردترین اتصالات در فرآیندهای مختلف جوشکاری هستند. برای جوشکاری هر یک از اتصالات نکات تکنیکی و فنی خاصی وجود دارد که اگر توسط جوشکار رعایت نشوند جوش کیفیت مطلوبی نخواهد داشت. در جوشکاری با فرآیند قوسی با الکترود تنگستنی و تحت پوشش گاز محافظ خنثی (TIG or GTAW) نیز به دلیل ضخامت کم قطعات ظرافت خاصی در کار نیاز است که با مشاهده این فیلم متوجه خواهید شد. مدت زمان این فیلم 3:44 دقیقه و به زبان انگلیسی می باشد.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم جوشکاری نفوذی (Diffusion Welding)
جوشکاری نفوذی (Diffusion Welding) یکی از فرآیندهای جوشکاری حالت جامد است که در آن اتصال قطعات همجنس یا غیر همجنس، از طریق کنار هم قرار دادن قطعات در دمای بالا، تحت اتمسفر کنترل شده و اعمال فشار لازم در طول مدت مناسب انجام می گیرد. در این روش اتمهای سطحی بین دو فلز در شبکه اتمی یکدیگر نفوذ کرده و لایه های مشترکی بین آن دو به وجود می آید که بدین ترتیب قطعات به یکدیگر متصل می شوند. منبع انرژی اتصال در این روش فشار مکانیکی است و تفاوت آن با روشی مثل جوشکاری فشاری سرد استفاده از حرارت است. استفاده از حرارت دو دلیل دارد؛ اولا نفوذ فرآیندی وابسته به دما است. ثانیا برای انتقال اتمها به طرفین اتصال نیاز است فاصله بین سطوح در حد فواصل اتمی (انگستروم) باشد که استفاده همزمان دما در کنار فشار سبب تغییر شکل پستی و بلندی های سطوح توسط فرآیند خزش شده و سطوح اتصال به یکدیگر می چسبند.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم استفاده از جوشکاری زیرپودری Submerged Arc Welding) SAW) برای جوشکاری لوله
امروزه جوشکاری زیرپودری Submerged Arc Welding) SAW) یکی از متداول ترین فرآیندهای مورد استفاده برای جوشکاری لوله است. از مهمترین دلایل استفاده جوشکاری زیر پودری برای اتصال می توان به این موارد اشاره کرد: نرخ رسوب بالا، عمق نفوذ زیاد به دلیل حرارت ورودی بالا، سرعت خوب جوشکاری، کیفیت و ظاهر عالی جوش و ... .

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم جوشکاری ترمیت توسط متخصصان راه آهن جمهوری اسلامی ایران
فیلمی که در این بخش جهت دانلود آماده کرده ایم فیلم جوشکاری ترمیت ریل های راه آهن است که توسط متخصصان راه آهن جمهوری اسلامی ایران انجام می گیرد. مدت زمان این فیلم 8 دقیقه و حجم آن نیز 77MB است.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم جوشکاری اصطکاکی چوب به روش خطی (Linear Friction Welding Of Wood)
یکی دیگر از دستاوردهای انستیتو جوشکاری بریتانیا (TWI) اتصال قطعاتی از جنس چوب به وسیله فرآیند جوشکاری اصطکاکی (Friction Welding) و با روش خطی (Linear) است. بله درست خوانده اید اتصال قطعات چوبی با جوشکاری؛ اگر باور نمی کنید این فیلم را دانلود کرده و تماشا کنید.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.
دانلود فیلم جوشکاری اصطکاکی اغتشاشی (FSW) با استفاده از پین جدید Floating-Bobbin
انتستیتو جوشکاری بریتانیا (TWI) برای جوشکاری اصطکاکی اغتشاشی (Friction Stir Welding) ابزار یا پین جدیدی طراحی کرده است که در مقایسه با پین های قبلی دارای مزایایی است و برخی از مشکلاتی که در پین های قبلی وجود داشت را از بین می برد. این پین که Floating-Bobbin (در اصطلاح قرقره شناور) نام دارد از شانه و پین ترکیبی تشکیل شده است و به دلیل اینکه باعث اختلاط مواد در بالا و پایین قطعه کار می شود، سبب حذف کامل نقایص ریشه و کاهش اعواجاج ناشی از جوشکاری می شود. همچنین این پین با رفع نیاز به تسمه پشت بند، طرح های اتصال جدیدی برای جوشکاری اصطکاکی اغتشاشی به وجود آورده و باعث گسترش طیف وسیعی از کاربردهای FSW شده است. با مشاهده فیلمی که در این بخش برای شما آماده کرده ایم با پین Floating-Bobbin بیشتر آشنا می شوید و می بینید که چطور آلیاژ آلومینیوم AA6082-T6 با ضخامت 3 میلی متر با استفاده از این پین جوشکاری می شود. حجم این فیلم برای دانلود 22MB است.

- به دلیل به روز بودن وبلاگ از سایر قسمت ها هم بازدید کنید.
- برای ورود به بخش آرشیو مطالب اینجا را کلیک کنید.